If you’re searching for reliable, cost-effective, and scalable case packing solutions, chances are you’ve already come across ChinaPack case packer manufacturers. And honestly? There’s a good reason they keep popping up in Google searches, RFQs, and industry conversations.
In today’s fast-moving packaging world, brands can’t afford downtime, inconsistency, or machines that can’t scale. Whether you’re in food & beverage, home care, tissue, or industrial goods, the right case packer manufacturer can make or break your production efficiency.
In this guide, we’ll break down why ChinaPack case packer manufacturers are gaining global trust, answer the most frequently asked questions, and share insider insights to help you make a confident buying decision—without the fluff.
What Makes ChinaPack Case Packer Manufacturers Stand Out?
1. Engineering-Driven Design, Not Copy-Paste Machines
One of the biggest misconceptions is that Chinese manufacturers only replicate existing machines. Top-tier ChinaPack case packer manufacturers prove the opposite.
They invest heavily in:
- Modular machine architecture
- Servo-driven motion control
- Smart PLC integration (Siemens, Allen-Bradley, Omron)
This means machines are customized to your product, not the other way around.
👉 Result: Faster changeovers, fewer jams, higher OEE.
2. Competitive Pricing Without Cutting Corners
Let’s talk numbers—because ROI matters.
Compared to European or North American brands, ChinaPack manufacturers typically offer 20–40% lower upfront costs, while maintaining industrial-grade components. How?
- Optimized local supply chains
- In-house machining & fabrication
- Lean manufacturing principles
- And no, this doesn’t mean sacrificing quality. In fact, many factories operate under ISO 9001 and CE standards, with increasing compliance to UL requirements.
3. Full Range of Case Packing Solutions
ChinaPack case packer manufacturers aren’t “one-machine-only” suppliers. They usually offer a complete secondary packaging portfolio, including:
- Wraparound case packers
- RSC (Regular Slotted Carton) case packers
- Pick-and-place robotic case packers
- Bag-in-box and bottle case packing systems
- Integrated palletizing lines
This makes them ideal for future line expansion without switching suppliers.
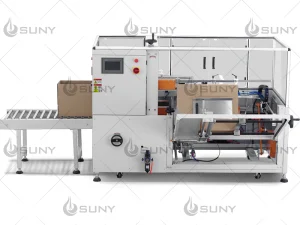
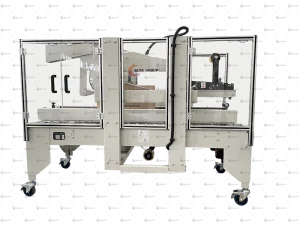
chinapack-case packer manufacturers
Frequently Asked Questions About ChinaPack Case Packer Manufacturers
Are ChinaPack case packers reliable for long-term use?
Yes—if you choose the right manufacturer.
Top suppliers design machines for 24/7 industrial operation, using:
- Hardened steel frames
- Brand-name electrical components
- Predictive maintenance logic
Many clients report 5–10+ years of stable operation with routine maintenance.
How is after-sales service handled overseas?
This is a big concern—and a valid one.
Leading ChinaPack manufacturers provide:
- Remote diagnostics via VPN
- Video-guided commissioning
- Overseas partner networks
- Detailed English manuals & spare part lists
Some even guarantee 48-hour technical response times.
Can machines be customized for my product size and carton type?
Absolutely. Customization is actually one of their strongest advantages.
You can specify:
- Product orientation
- Packing patterns
- Carton dimensions
- Speed targets (often 8–25 cases/min or higher)
Customization helps reduce labor, minimize material waste, and boost throughput.
Are these machines suitable for international markets?
Yes. Many ChinaPack case packer manufacturers export to:
- Southeast Asia
- Middle East
- Europe
- Russia & CIS countries
- North & South America
- Export-ready machines usually come with CE conformity, English HMI, and global voltage compatibility.
Why Global Buyers Are Switching to ChinaPack
Here’s a quick reality check.
According to industry data, automation demand in secondary packaging is growing at over 7% annually, driven by labor shortages and rising efficiency expectations. Buyers no longer want overpriced machines—they want value, flexibility, and speed.
ChinaPack manufacturers deliver on all three:
- Faster lead times
- Shorter customization cycles
- Strong price-performance ratio
That’s why distributors and system integrators increasingly shortlist them.
Key Buying Tips Before You Choose a Manufacturer
Before signing anything, make sure you:
- Request real customer references
- Ask for machine layout drawings
- Confirm spare part availability
- Test your product samples if possible
- Clarify software ownership and PLC access
These steps protect your investment and avoid costly surprises.
Choosing the right case packer isn’t just about speed or price—it’s about long-term partnership and production confidence.
Top ChinaPack case packer manufacturers combine smart engineering, competitive pricing, and global service awareness in a way that’s hard to ignore. For brands looking to scale without overpaying, they’re no longer an alternative—they’re a strategic choice.